


THERMAL SPRAY is a generic term for a group of coating processes used to apply metallic or nonmetallic coatings.
These processes are grouped into three major categories: flame spray, electric arc spray, and plasma arc spray. The coating material may be in the form of powder, ceramic-rod, wire, or molten materials

THERMAL SPRAY METHODS
1-Molten Metal FlameSpray
Flame spraying includes low-velocity powder flame, rod flame, and wire flame processes and high-velocity processes such as HVOF and the detonation gun (D-Gun) process.Powder Flame SprayingThermal spray process in which the material to be sprayed is in powder form. In this method, powdered feedstock is aspirated into the oxyfuel flame, melted, and carried by the flame and air jets to the workpiece.
Wire Flame Spraying
Spray process in which the feed stock is in wire or rod form. In wire flame spraying, the primary function of the flame is to melt the feedstock material. A stream of air then atomizes the molten material and propels it toward the workpiece.
Detonation Flame Spraying
A thermal spray process variation in which the controlled explosion of a mixture of fuel gas, oxygen and powdered coating material is utilized to melt and propel the material to the workpiece
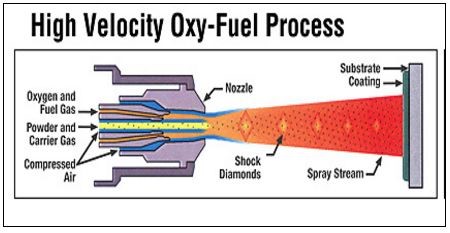
High Velocity Oxy/Fuel Spraying (HVOF)
A high velocity flame spray process
The process utilizes a combination of oxygen with various fuel gases including hydrogen, propane, propylene, hydrogen and even kerosene. In the combustion chamber, burning by-products are expanded and expelled outward through an orifice where at very high velocities.Powders to be sprayed via HVOF are injected axially into the expanding hot gases where they are propelled forward, heated and accelerated onto a surface to form a coating. Gas velocities exceeding Mach 1 have been reported with temperatures approaching 2,300°C (4,172°F).
2- Plasma Spraying
A thermal spray process in which a nontransferred arc is a source of heat that ionizes a gas which melts the coating material and propels it to the workpiece.
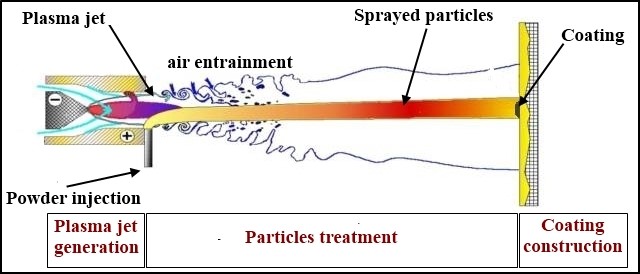
Air plasma spray(APS)
Plasma temperatures in the powder heating region range from about 6000 to 15,000 °C (11,000 to 27000 °F), significantly above the melting point of any known material. To generate the plasma, an inert gas typically argon or an argon-hydrogen mixture is superheated by a dc arc. Powder feedstock is introduced via an inert carrier gas and is accelerated toward the workpiece by the plasma jet.
Vacuum Plasma spray (VPS)
Vacuum plasma spraying, uses modified plasma spray torches in a chamber at pressures in the range of 10 to 50 kPa (0.1 to 0.5 atm). At low pressures the plasma becomes larger in diameter and length, and, through the use of convergent/divergent nozzles, has a higher gas speed. The absence of oxygen and the ability to operate with higher substrate temperatures produce denser, more adherent coatings with much lower oxide contents.
There are many types of Thermal Spray Coatings such as:
Cr2O3
Cr3C2
Cr3C2-NiCr
Al2O3
ZrO2
Ni Base(Colmonoy, Monel, Inconel 625-817)
(Co Base (Stellite, Tribaloy
(Thermal Barrier Coatings (TBC
(Tungsten Carbide (WC-Co
Mo Base
Stainless steels
 |
 |
 |
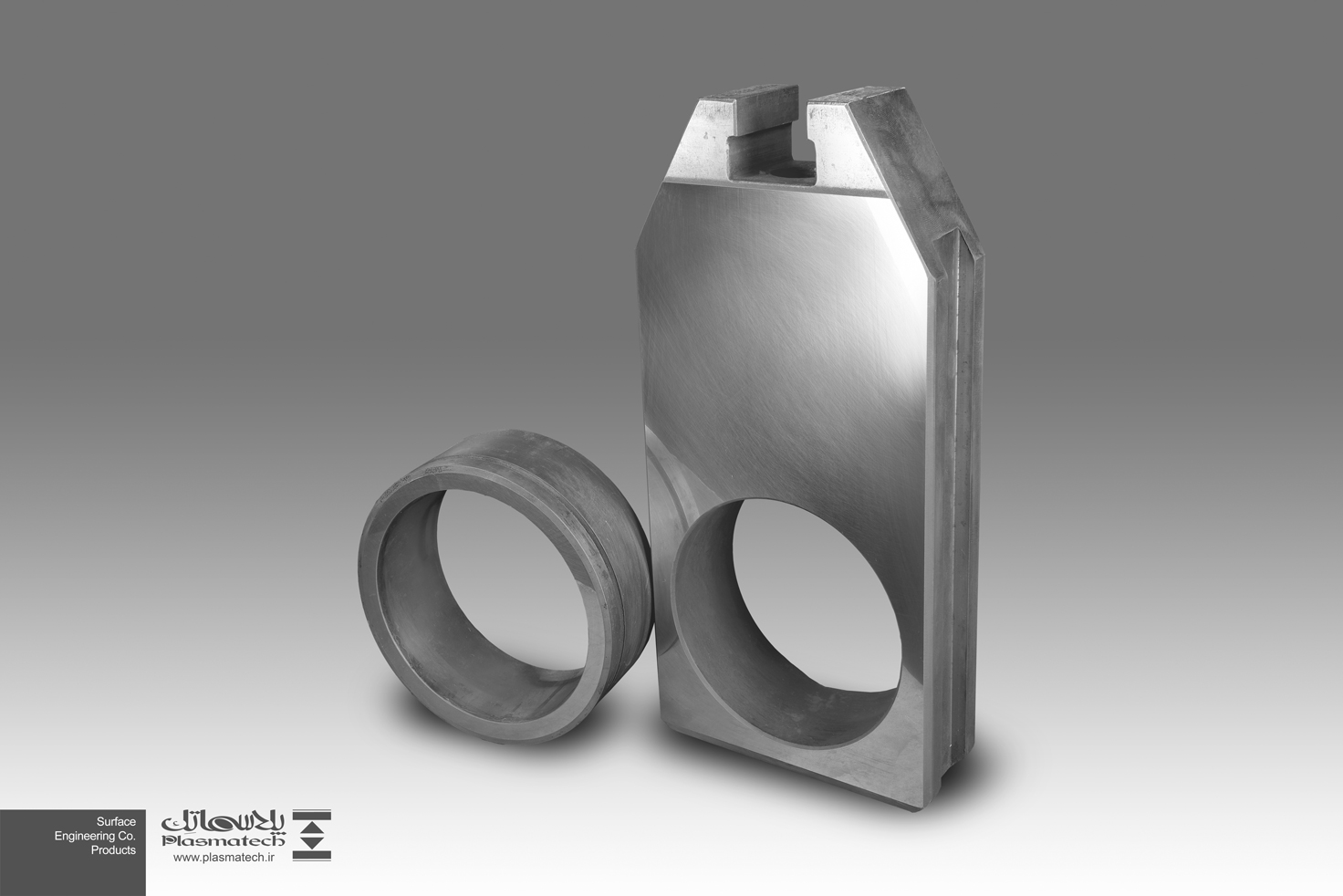 |
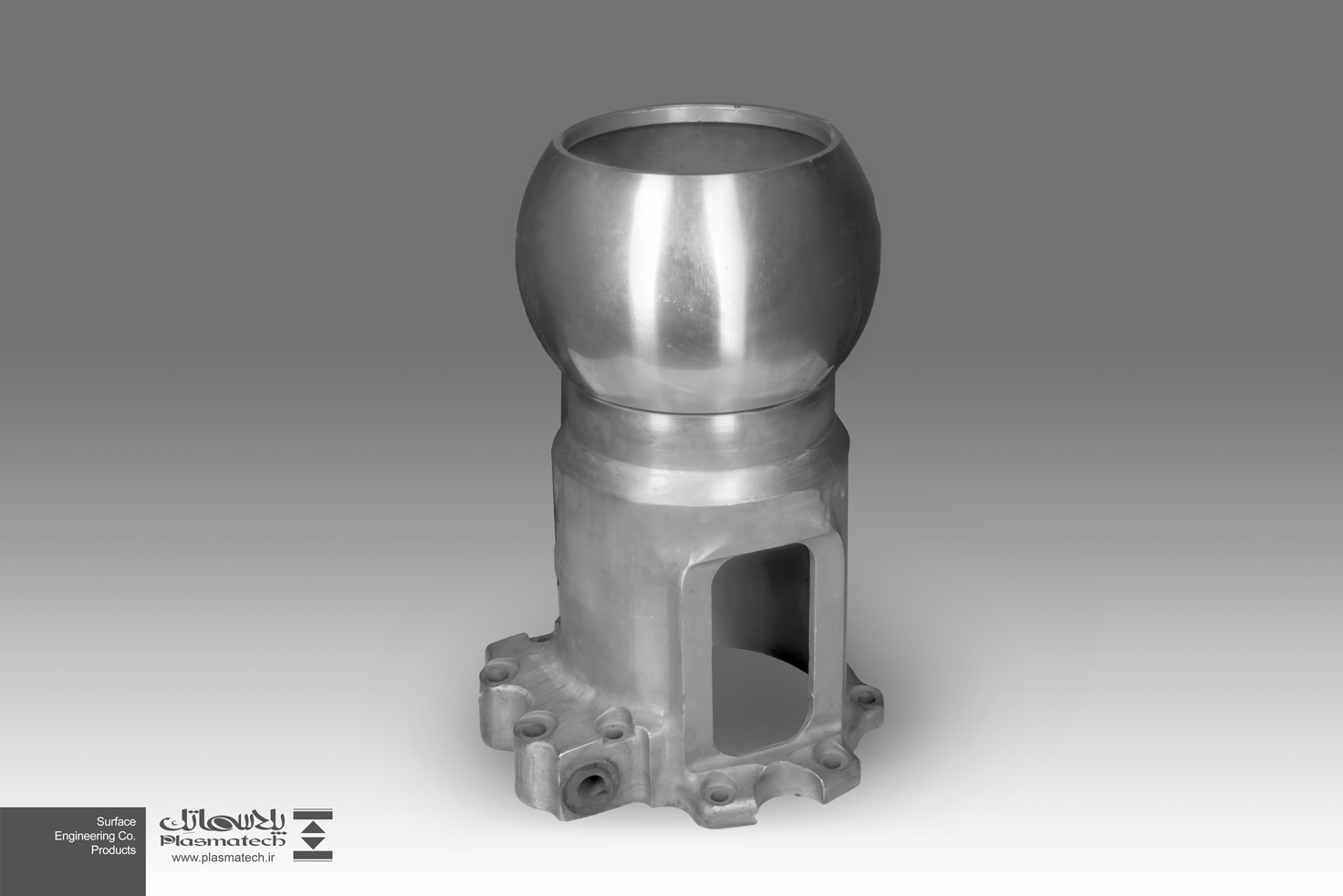
Usage of HP/HVOF Coatings:
1- Steel industry: steel production line and forming parts, Rolls and Rollers, forming dies, cutting tools
2- Oil and gas , petrochemical Industry: Coating of tungsten carbide and stellite coatings on Orifice valve, Gate valve, Ball valve, Seat rings, Conveyor Screw, Hydrolic rods , …. With higher hardness in comparison to other methods.
3- Aerospace industry: Thermal Bareier Coating apply on Turbine blade, Bearing, Stators, Rotor, Landing gears, Helicopter rotor.
4- Power generation industry: Gas Turbine blades, Nozzels, Exhaust fans, Boilers
5- Automobile industry:Transmission Shifter forks
6- Paper and print industry:print rolls, ink rolls, paper making rolls
7- Glass industry: glass die plunger
8- Marine industry:apply anti corrosion coatings on body of floater
Textile
 |
 |
 |